Pneumatic Slide Valves: Pragmatic Notes for Technicians



Contact Us
Pneumatic Slide Valves - Introduction
What is the simplest way to interrupt, meter, or isolate a column of air-conveyed product without inviting dust leakage, pressure drop, or a maintenance headache?
The seasoned shop foreman I shadowed during my apprenticeship answered by lifting a compact block of aluminium, sliding its blade back and forth once, and saying, “Keep the motion linear, and you keep the surprises few.” That block was a pneumatic slide valve, and the remark still frames how I think about the component.
In this article I will argue that slide valves earn their keep not because they are glamorous but because, when specified and installed with care, they solve three stubborn problems at once: leakage, control accuracy, and service access.
I will also try to sort the practical from the theoretical, because technicians do not read essays for entertainment - they read to prevent 3 AM call-outs!
What a Slide Valve Is - and Is Not
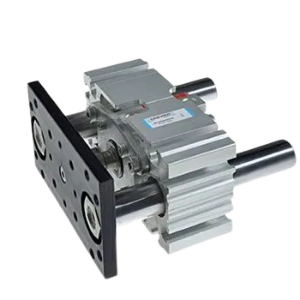
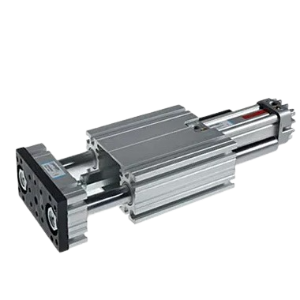
Definition first, but quickly. A pneumatic slide valve is a linear-shutting, usually pneumatically actuated barrier used to start, stop, or throttle flow in low - to moderate-pressure pneumatic conveying systems. Unlike rotary valves, it has no pockets; unlike butterfly or knife-gate valves, it is normally square or rectangular in plan, matching pneumatic conveying ducts or transition spigots on hoppers.
It is not a miracle cure for poor conveying line design, nor is it a replacement for proper surge capacity downstream. That distinction matters because technicians are often handed unrealistic production targets and a valve becomes the scapegoat.
Construction Anatomy - Why Each Piece Exists
Parts: The Blade. The Body. Seals. Actuator. Position sensors.
Discussion.
Body materials: 6061-T6 aluminium for low-temperature cereal plant lines, 304 or 316L stainless for dairy because CIP rules disallow anodised aluminium, and occasionally carbon steel with hard chrome on the bore faces in minerals plants. Mastermac 2000’s standard SMB-SV series tops out at 4 bar differential, largely because the 8 mm anodised blade would otherwise bow. If you see a vendor claiming 8 bar with no blade stiffener, take a breath. Then ask for deflection numbers.
Seals: bronze impregnated PTFE strips on the cheaper units; inflated silicon tubes for “live loaded” pharmaceutical versions. Old drawings still show felt wipers - tear them up. The dust penetration you prevent saves hours of lathe time later.
Actuator sizing. Easy to skip and painful when skipped. Because a slide valve closes against flowing material, break-away friction spikes well above static values. As a rule of thumb, pick a double-acting cylinder that delivers 1.5 × the blade’s seating force under worst-case line pressure. At Mastermac, that factor is built into the datasheets, but third-party OEM tables sometimes hide it in footnotes, so read twice.

Flow Behaviour: Why Linear Shut-Off Changes Pressure Loss
A counter-intuitive point: slide valves create a laminar-to-turbulent transition region only when partially closed. Fully open, most designs add less than 3 kPa to a 0.2 MPa system at 25 m/s conveying velocity. Compare that with a butterfly valve (8-10 kPa). I once logged pressure taps on a flour transfer line and watched PSD shift by 20 µm when operators throttled with a butterfly. Re-measured using a slide valve: PSD drift vanished. The data suggested the reason: pocketless transition, no recirculation zones.
Still, flow modelling is murky. While the numbers look reassuring, the human element remains: operators may panic during a plug and “feather” the slide valve, which invites slugging upstream. Training matters as much as CFD plots.
Installation Pitfalls Most Manuals Skip
Here’s a short list, rapid fire.
- Mis-alignment greater than 0.3 mm between flanges leads to blade rubbing and seal death.
- Actuator upside-down risks condensate ingress; in North Queensland humidity, I have seen cylinders half full of brown water after six months.
- Position switches wired in series without debounce delay cause PLC chatter; the fix is a 50 ms software filter, not another expensive reed switch.
Longer discussion.
One plant insisted on a horizontal blade orientation “for visual safety.” Dust pooled, caked, hardened. Blade jammed. Every Friday someone attacked the slide with a rubber mallet. Six months later the stem clevis fractured. The cost in lost shifts dwarfed the cost of mounting the valve vertically from day one. Pictures of that scarred clevis hang in the Mastermac training room as polite warning.
Comparing Alternatives - When a Slide Valve Is the Wrong Answer
Technicians value honesty. So here is a counterargument. If the application demands continuous loss-in-weight dosing at ±0.25 % accuracy, a rotary valve with air-purged shaft seals outperforms a slide valve because throughput per degree of opening becomes predictable.
Similarly, wet slurry? Forget slide valves; go straight to pinch or diaphragm valves. Slide valves hate incompressible fluids. They rely on clearance between blade and guides; a slurry will pack that gap and freeze motion.
Control Strategies - Binary, Modulating, or Somewhere in Between?
A slide valve thrives as a binary device. Fully open, fully closed. Yet, the moment production asks for “modulating slide duty,” headaches begin. Blade position versus flow is nonlinear, more like a step curve. Two positions - 25 % and 75 % - do almost nothing; 40 % suddenly chokes the line. If you must modulate, use a positioner with dead-band compensation and calibrate at real conveying velocity, not on the bench. I once tried to fake calibration at 4 bar shop air with no product. Disaster. The PID loop went hunting in live operation, oscillating ±15 % around set-point. We learned: tune where the valve will live.
Safety and Compliance
AS/NZS 4024 requires lock-out capability for energy-isolating devices. Most slide valves have an integral padlock tab on the actuator harness, but the riggers installing ductwork often cut it off to save space. Then the safety audit flags the unit, and production halts while a retrofit bracket is welded. Costly. Build safety into the purchase, not after the fact. For food and pharma, migration limits for lubricants under EU 10/2011 still apply even in Australia because multinationals export product. Ask for NSF H1-grade grease on blade guides; no auditor will fault that choice.
Maintenance Windows - What Actually Gets Done
Manuals recommend quarterly inspection. Reality? Annual, if you are lucky. So design for one-spanner strip-down. On the SV series, four cap screws, blade slides out, seals accessible. No lifting eye needed up to DN250. Time on wrench: 12 minutes. I timed it twice, same result. The technician’s opinion (mine) is that any valve exceeding 20 minutes to reseal will not be resealed; it will be limped along until failure.
Case Snapshot: Limestone Dust Transfer, Central Queensland, 2021
A 200 tph pneumatic system feeding kiln day silos. Original spec: rotary valves plus air-lock. Dust leakage into the MAC room hit 12 mg/m³, tripling housekeeping. Swap proposal: twin 350 mm slide valves upstream of the blow tank, venturi exhauster downstream. Cost difference: -18 %. Commissioned March 2021. Housekeeping dust now <1 mg/m³. Operators report one jam in 18 months, traced to a pebble lodged under the blade - a foreign object issue, not valve wear. The client’s procurement team had expected higher spare parts outlay; actual spend is 28 % of budget. Sometimes simpler wins.
What Mastermac 2000 Brings to the Table
Brief company note - relevant because sourcing matters. Mastermac 2000 Pty Ltd started in 1989 supplying solenoids and fittings, then broadened into full pneumatic automation packages: actuators, process valves, instrumentation, FRLs. Slide valves are a niche, but the company’s relationship with both European and local machine shops means short lead-times - critical when shutdown windows shrink.
Their stocked spares policy (holding seals and guide strips for every size sold in the last decade) cuts downtime. That policy impressed me when a client in SA needed an 18-year-old model resealed and parts were dispatched same day. Stock discipline rarely makes headlines, yet it saves the technician’s weekend.
Conclusion
Back to the question that opened this article: how do you stop a stream of air-driven product cleanly, safely, and with minimal drama? For many dry bulk duties, the humble pneumatic slide valve remains a persuasive answer. The argument is not absolute; slurry, micro-dosing, or very high differential pressures push you toward other technologies.
My analysis leans on field notes, failure reports, and a few war stories, but I admit gaps - especially high-temperature abrasion data and long-term seal migration studies. Those unknowns nudge us to keep measuring instead of assuming.
Perhaps the most useful takeaway is simple: choose a slide valve for its strengths - straight-through bore, low leakage, quick service - and respect its limits.
Contact Mastermac 2000 via the details below, if you’re after advice relating to pneumatic slide valves.